Chances and limits
10 October 2006Dr Stephan Krebs, of Erhardt & Leimer, on the potential of 100 per cent print inspection
Web viewing systems are now standard on most printing presses, but recent developments in camera technology have upped the stakes of quality inspection. While the size of the images on display is rather small given the resolution of the area cameras, they be enlarged considerably with the zoom function. Recent years, however, have seen increasing use of 100 per cent print inspection systems based on line cameras in parallel to the web viewing systems based on area cameras.
Hundred per cent print inspection is often thought to mean that 100 per cent of all defects will be detected. Of course, this is not the case, as a control system can only detect defects of a certain physically specified size. Hundred per cent print inspection simply means that the printed web is being inspected continuously over the entire width and at a specified sensitivity. The sensitivity itself depends substantially on the camera resolution.
Camera technology has seen astonishing development recently. Not so long ago the highest possible resolution was 2,000 pixels. Actually, monochrome line cameras are available with over 8,000 pixels. Colour line cameras have also evolved. Though most of these have a resolution of 2,000 pixels, the three-chip technology has increased their line frequency and image quality considerably. In addition, their industrial suitability has been broadened significantly by the novel interface technologies now available. It is no longer a problem, therefore, to bridge distances of up to 10m between camera and processor by just using a standard cable.
The minimum defect size that can possibly be detected depends on the camera resolution and on the web itself. In case of surface control, it can be presumed that there is a homogeneous distribution of web contrasts. When upper and lower threshold values are set, variations from these as small as one pixel can be detected. However, the situation is somewhat different in print image control. In order to reliably detect a one pixel defect within a text field the neighbouring pixels must also be considered. Experience has shown that the smallest detectable defect size is about 3 x 3 pixels. Figure 1 shows the resolution of a letter with 6,000 pixels and with 2,000 pixels. If, for example, the horizontal line in the letter 'e' had been dropped for some reason, making the 'e' resemble a 'c', it becomes quite obvious that a control system operating with 2,000 pixels would probably not catch the defect.
The capabilities of a modern print image control system are not only determined by the given system resolution. Rather they are a matter of up to which web speed print image control is able to detect a specified defect size. There are three system dimensions that determine the size down to which defects will be detected: the given web width, the web speed and the minimum defect size to be detected. These three factors are put in relation to one another by the camera resolution and speed.
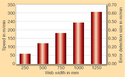
Figure 2 shows which web speed can be reached at a given web width if a modern camera with 6,000 pixels and a line frequency of 25kHz is used. The values of the table presume that there is an identical resolution throughout the web, that is crosswise and in the direction of the web run. In fact, it is possible to increase the web speed by increasing the resolution and thus the defect detection size in the direction of the web run. In this case the pixels are no longer referred to as “square” but rather as “rectangular”.
Such an application presumes, however, that the image processing computer can handle an immense data volume. The 6,000 pixels resolution camera mentioned above provides up to 160M pixels/s. This bottleneck has been eased considerably by the dynamic development of the PC sector.
Print image control
On principle, print image control can be used within the standard workflow at any printer. In prepress various proofing systems will ensure that the final print in fact comprises all the elements of the original PDF file. On the press, 100 per cent print inspection will detect possible defects. This inspection has an immediate impact on the amount of waste created. At the finishing stage, 100 per cent print inspection is frequently applied to ensure that only perfect material is being shipped to the customer.
Above all it is the ever faster development from the PC sector as far as memory space and processing speeds are concerned that has contributed enormously to making 100 per cent print inspection suitable for every print inspection job within the workflow. Whereas in the past just the actual defect image was shown, today it is possible to document the entire inspection process without interruption, and to make this inspection protocol continuously available to the printer during production as a so-called 'roll map'. The operator is thus in a position to identity heavy, repetitive defects and to make a well considered decision as to whether the machine should be stopped. Areas will be defined across the web in which defects will be displayed with a rectangular symbol. By clicking on the rectangle, the defect image it represents will be displayed to the right for further analysis.
What happens with those defects which have not been considered during the print process, though they have been detected? As all defects are stored in the roll map memory, this data is readily available if required for further print processing on the rewinder. This is the real benefit of the inspection system. Defects can first be analyzed on the roll map and decisions can be taken before finishing as to whether a detected defect is of any relevance or not. The roll map will be edited accordingly and the rewinder will be programmed to stop only at those relevant positions.
This 'scheduling' obviously leads to increased productivity compared to the finishing process which uses print image control on the rewinder. With the later processing procedure, the rewinder is stopped at every detected defect and the operator is called upon to make a decision before finishing continues. If the defect is considered irrelevant, the operator has wasted about 30s. If irrelevant defects occur more or less frequently, these stops will either reduce the productivity or the operator will have to reduce the sensitivity of the print image control system. This decision, however, influences the quality of the control process considerably .
If scheduling is used, an exact web position must be known so that the defects listed in the roll map memory can be clearly attributed. For this purpose it is frequent practice to apply a position code at the rear of the web using a marking printer. To assure optimum use of the rewinder, care must be taken that the position code can in fact be detected, even if the rewinder runs at maximum speed.
Summary
Hundred per cent print image control is still a young technology. As further developments of the actual camera and computer systems can be expected, considerable advances in the quality management of label, film and flexo printing can also be anticipated.
Whereas today rather static algorithms are still the state of the art given the extremely high number of pixels which must be handled by somewhat limited computer capabilities, we can reckon with the increased use of adaptive procedures in the future. Networking within the workflow and the integration of data management functions will also have to be considered for 100 per cent print image control in the future.
Of course, there are other systems which are of importance for 100 per cent print image control - for example, web lighting, compensation of web or print distortions, and web guiding.
Benefits and drawbacks of print image control on a rewinder and a printer
Rewinder:
+ Final check of outgoing roll
+ Usually there is one rewinder for several printing presses
- Permanent stop and go causes frequent false defects. Therefore, it is usually necessary to reduce the sensitivity of the print image control system
- Generally personnel are not so familiar with PC operation
- Usually the print image control system is slower than the maximum speed of the rewinder
- As the printing process has finished, waste can be reduced only at the expense of quality
Printer:
+ Even movements reduce false defects, print image control can operate at high sensitivity settings
+ Personnel are already familiar with operation control by PC
+ The speed of print image control more or less equals the speed of the printing press
+ With the use of scheduling rewinder control is at its best
+ Significant waste reduction as defects are handled prior to winding
+ Highest productivity
- A separate print image control system is required per printing press. The system pays for itself in a short time, as it contributes largely to waste elimination.
- The use of scheduling requires a marking code
- As there is no final control on the rewinder process control must be strictly correct
Published with kind permission from Verlag Rek & Thomas Medien.
| Contact |
| Erhardt + Leimer |